JB/T 10589-2006 5号~28号1/4圆锥工作量规(指针式)的校对和使用方法
发布时间:2012-05-17
作者:可立德商城
点击: ...
A.1 5号~28号1/4圆锥工作量规(指针式)的校对
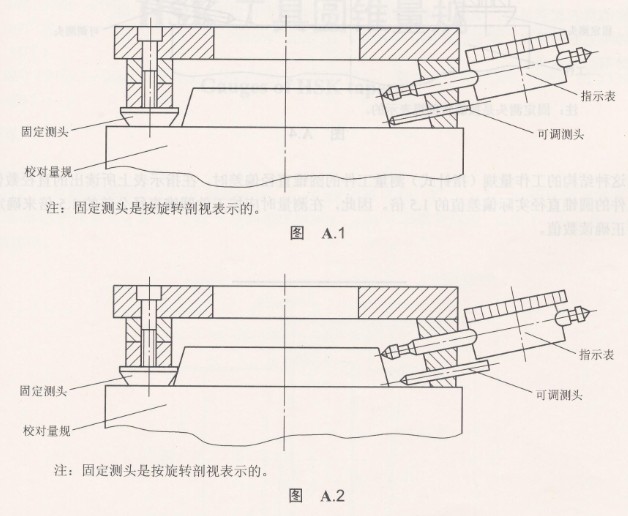
取下指示表和可调测头,将工作量规平放在校对量规上,使一个固定测头与校对量规的工作面接触,而另一个固定测头与校对量规的工作面有一个不太大的间隙(约大于待加工工件的圆锥部位的加工余量),然后装上可调测头和指示表,使可调测头和指示表测头与校对量规的工作面相接触(见A.1),调节指示表指针旋转一圈左右,紧固指示表并记下此时的读数(A),然后移动校对量规,使两个固定测头同时与校对量规的工作面相接触(见图A.2),再记下此时指示表的读数(B),此时工作量规校对完毕。
A.2 5号~28号1/4圆锥工作量规(指针式)的使用方法
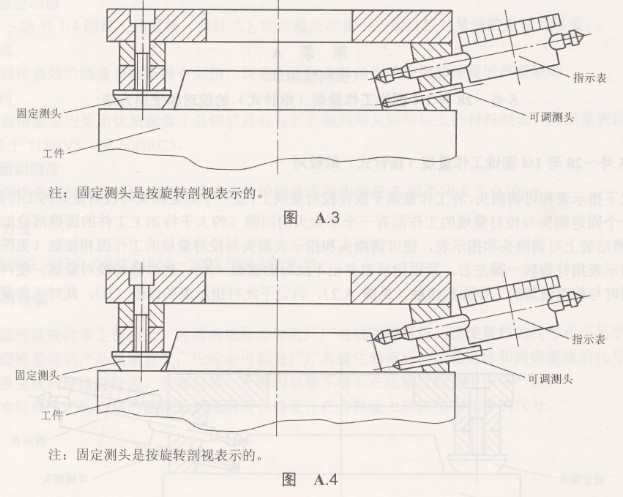
将工作量规平放在工件上,使可调测头,指示表测头和一个固定测头(校对时使用的)同时与工件的圆锥表面相接触(见图A.3),在指示表上读出与校对时的读数(A)相比较,而得出工件圆锥半角的偏差。然后使工作量规的两个固定测头与工件的圆锥表面相接触(见图A.4),并在指示表上读出与校对时的读数(B)相比较,而得出工件圆锥直径的偏差。
用这种结构的工作量规(指针式)测量工件的圆锥直径偏差时,在指示表上所读出的直径数值,大约是工件的圆锥直径实际偏差值的1.5倍。因此,在测量时应按工件圆锥直径公差的1.5倍来确定指示表上的正确读数值。
---------更多量具量仪标准,尽在可立德学院
---------在线购买量具量仪: 可立德——全球量具量仪网购首选品牌。