JB/T 10313-2002 量块检验方法
10.2.6.2量块相邻侧面之间的夹角应为90。±0。10’。
10.2.7截面尺寸
量块矩形截面的尺寸见表8的规定。

10.2.8连接子L的尺寸
若标称长度大于100mm的量块具有连接孔,其孔的尺寸和位置见图1的要求。K级量块不能用连接装置组合。入库后,成品量块连接孔的“对称度”和“位置度”可不再检验。
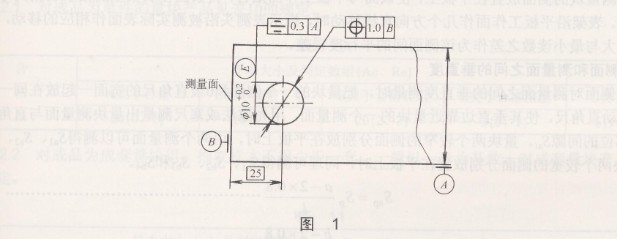
10.2.9支承位置标记
标称长度大于100mm的量块,在距两端测量面0.211×,N处一个较窄的侧面上应有明显的支承位置标记。
10.2.10标志与包装
10. 2.10.1 量块上应有下列永久性的清晰标志:
a) 以“mm”为单位的标称长度值,且字高不小于1.5mm,对于标称长度小于6mm的量块,可标记在测量面上,但在测量面中心9mmX 12mm和四个角2.5mm×2.5mm范围内应无任何标记;
b) 制造者的名称或注册商标,对于标称长度小于6mm的量块,可以不标记。
c)可根据客户要求用符号标注校准级和准确度级标记:K级用K、0级用0表示;1级、2级、3级分别用等长横线“一”、“==”、“三”表示。
10. 2.10.2成套量块包装盒上应标记:
a)产品名称;
b)制造者名称或注册商标:
c)级别;
d)成套量块编号;
e) 非钢制量块的材料名称或代号、弹性模数、线膨胀系数、密度。
10. 2.10.3成套量块的包装盒内放置量块的槽边应标记该量块的标称长度。
10. 2.10.4钢制量块在包装前应经防锈处理并妥善包装,不得因包装不善在运输过程中损坏产品。
10. 2.10.5量块经检验合格应有产品合格证,产品合格证上应标有量块标准的标准号、成套量块编号、级别和出厂序号。
10.3检验方法
10,3.1 侧面外观和倒棱
目测。必要时可采用放大镜或工具显微镜。
10,3.2 侧面及棱面的表面粗糙度
表面粗糙度测量时,对于轮廓算术平均偏差Ra 0.32 u m的表面,可采用光切显微镜测量;对于轮廓算术平均偏差Ra 0.63 u m的表面,可采用触针式轮廓仪测量。有经验的测量者也可用样板比较法测量,使用的样板,可以是标准的表面粗糙度比较样板,也可是选定的量块表面。
10.3.3 侧面的平面度
量块侧面的平面度测量时,用样板直尺靠近侧面或将侧面靠近平板,用光隙法观察或用塞尺测量其间的间隙。
10.3.4 侧面间的平行度
量块侧面与侧面间的平行度用平板和分度值不大于0.01mm的指示表进行测量。
将被测量块的侧面放置在平板上,使该面与平板工作面贴合,将紧固在表架上的指示表测头与另一侧面接触。表架沿平板工作面作几个方向直线移动时,指示表测头沿被测实际表面作相应的移动,取指示表的最大与最小读数之差作为该侧面间的平行度误差。
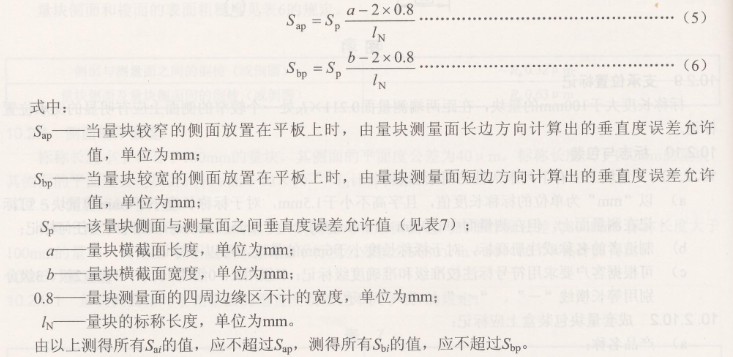
10.3.5 侧面和测量面之间的垂直度
量块侧面对测量面之间的垂直度测量时,把量块的一个侧面和0级直角尺的宽面一起放在同一块平板上,移动直角尺,使其垂直边靠近量块的一个测量面,用光隙法或塞尺测量出量块测量面与直角尺之间开口部位的间隙Sa/。量块两个较窄的侧面分别放在平板上时,由两个测量面可以测得Sal、Sa2、Sa3和Sa4;量块两个较宽的侧面分别放置在平板上时,同理可测得Sbl、Sb2、Sb3和Sb4。
10.3.6量块相邻侧面之间的垂直度
用分度值为2’的角度规测量。