7.2.2 I型卡尺指示表机构消隙弹簧的可靠性检查,可采用试验方法:止住主齿轮,拨动消隙齿轮,回单良好。
7.3度盘
目测,必要时或有异议时用工具显微镜或读数显微镜检查。
7.4指针
7.4.1指针转动方向
手动模拟试验、目测观察。
7.4.2指针尖端宽度及其长度
目测,借助工具显微镜或读数显微镜检查。
7.4.3指针尖端上表面与度盘表面间的距离
用塞尺或工具显微镜观察。
7.5主要技术指标
7.5.1卡尺指示表检验用检查仪器自身的不确定度不应大于2um(k-2),回程误差不应大于1 um。
7.5.2示值误差:
将卡尺指示表可靠安装在专用检查仪器上,在一个工作行程范围内进行正、反向行程的测量。检测点的间隔为分度值的十倍。
根据各检测点检测得到的一系列误差值,绘制出正、反向行程的误差曲线图,根据浮动零位原则确定各项示值误差(见图5)。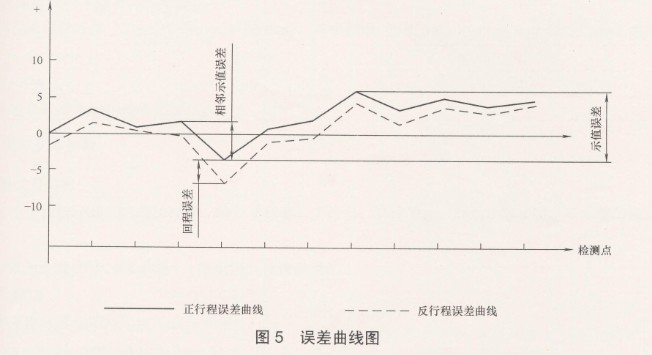
a)正向行程误差曲线上的最高点与最低点在纵坐标上的最大差值即为卡尺指示表工作行程的示值误差。
b)正向行程误差曲线上,任意两相邻点在纵坐标上的差值即为其相邻示值误差。取其最大值为卡尺指示表相邻检点的示值误差。
c)在正、反向行程误差曲线上,同一检测点在正、反向行程曲线上的示值之差,即为该点的回程误差,取各受检点回程误差中的最大值作为卡尺指示表的回程误差。
7.5.3重复性:
将卡尺指示表安装在专用检查仪器上,分别在工作行程的始点、中点、末点三个位置附近,用同一被测量以逐渐地或突然地产生小位移进行重复测量五次,取其同一点的最大示值与最小示值之差为该点的重复性。取三个位置重复性的最大值为卡尺指示表的重复性。
注:此处重复性检查结果的数据处理,不采用分散性表述,仅取示值变化的特征表述。
8标志与包装
8.1 卡尺指示表上至少应标志:
a)分度值;
b)产品序号。
8.2卡尺指示表包装盒上至少应标志:
a)制造厂厂名或商标;
b)产品名称;
c)分度值;
d)轴齿轮模数。
8.3卡尺指示表在包装前应经过防锈处理并妥善包装,不得因包装不善而在运输过程中损坏产品。
8.4卡尺指示表经检定符合本标准要求的应附有产品合格证,产品合格证上应标有本标准的标准号、产品序号和出厂日期。
---------更多量具量仪标准,尽在可立德学院
---------在线购买量具量仪: 可立德——全球量具量仪网购首选品牌。