JB/T 8047-2007 V形块(架)
发布时间:2012-05-19
作者:可立德商城
点击: ...
5.6 V形块成套使用时应满足表3要求。
6检验方法
6.1 工作面的平面度
用相应精度的圆柱检验棒、测微仪、平板。
在工作面的对角线和纵横方向上,用“0”级刀口形直尺以光隙法进行检验。
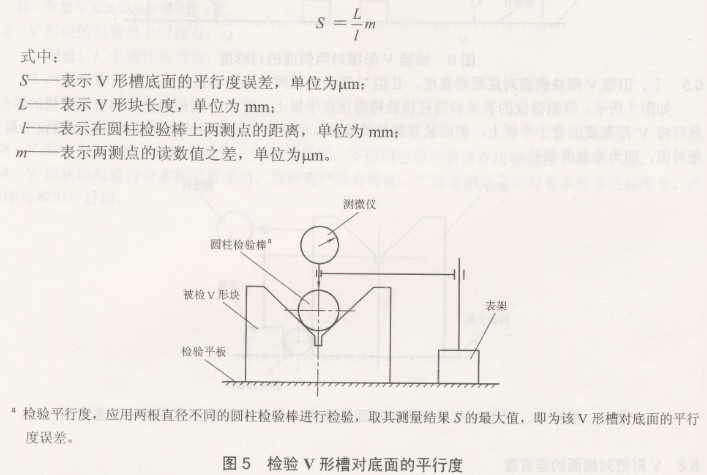
6.2 V形槽对底面的平行度
如图5所示,将V形槽内放有圆柱检验棒的V形块置于平板上,用分度值为0.001mm测微仪的测量头分别接触在圆柱检验棒两端母线的最高点上,读得两读数之差。由该读数之差按如下公式换算为相当于V形架长度上的平行度误差。
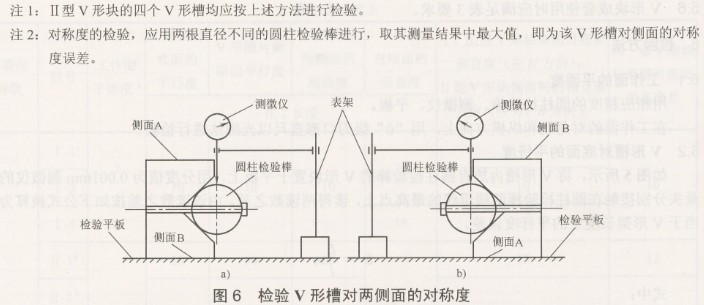
6.3 V形槽对侧面的平行度
如图6所示,将V形槽内固定有圆柱检验棒的V形架侧面放于平板上,用分度值为0.001mm测微仪的测量头接触在靠近V形槽两端面的圆柱检验棒母线最高点上,读得两读数值之差,即为V形槽对一侧面的平行度误差;将V形块翻转180°,重复上述测量过程,测得V形槽对另一侧面的平行度误差,取两个平行度误差中较大值,即为该V形槽对侧面的平行度误差。
注:检验平行度,应用两根直径不同的圆柱检验棒进行检验,取其测量结果中的最大值,即为该V形槽对侧面的平行度误差。
6.4 V形槽对两侧面的对称度
如图6所示,将V形槽内固定有圆柱检验棒的V形块侧面放于平板上,在圆柱检验棒上取两截面,用测微仪的测量头接触在第一截面一侧面圆柱母线最高点上,并读数,然后V形块翻转180°,在同一截面上测得另一侧圆柱母线最高点的读数值。在第二截面上重复上述测量过程,测得读数值。
a)在同一截面上,两读数值符号相同,以两读数值的绝对值之差的1/2为对称度误差;
b)在同一截面上,两读数值符号相反,以两读数值的绝对值之和的1/2为对称度误差。
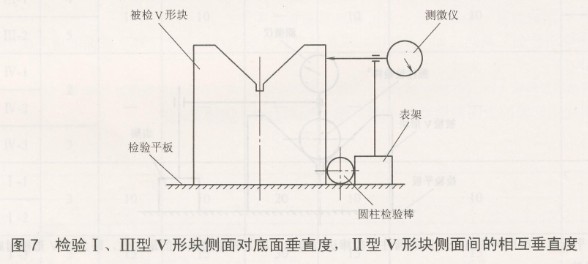
6.5 I、Ⅲ型V形块侧面对底面垂直度,II型V形块侧面间的相互垂直度
如图7所示,将测微仪的表架和圆柱检验棒固定在平板上,用“0”级矩形角尺调整测微仪的零位,然后将V形架底面置于平板上,侧面紧靠圆柱检验棒,沿圆柱检验棒轴线方向移动,以测微仪上最大绝对值,即为垂直度误差。
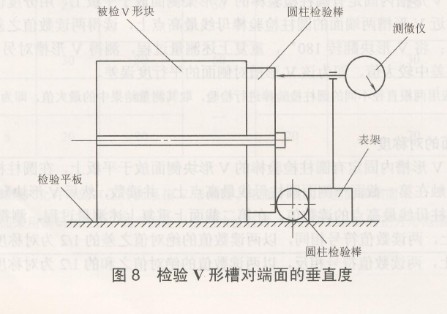
6.6 V形槽对端面的垂直度
如图8所示,将圆柱检验棒固定在V形槽内,按6.5的检验方法,测得垂直度。