JB/T 10633-2006 专用检测设备评定方法指南
5.1设备的特性指标
设备的特性指标包括:偏移、重复性、再现性(也称“复现性”)、线性和稳定性。
注:设备的准确度是一定性概念,其定量要求都是由特性指标来表征。
5.2设备的评定
设备作为测量仪器中一个特殊的门类,对其所进行的评定既要考虑测量仪器中的共性,也要考虑设备的独特性。
——设备评定过程中所进行的测试应在设备说明书中表述的工作环境和工作条件下进行,且被评定的设备一定得处于稳定的状态下,而在评定内容中一般不再对稳定性指标作要求。
注:设备处于稳定状态的要求,可通过对设备进行一段时间的连续运行来考核,并作为测试的内容之一。
——考虑到设备的工作特点,在评定内容中应十分强调设备的重复性和再现性这两项指标。
——设备不应用“准确度等级”来表述,其量化表示与所采用的评定方法有关。
——设备不能因在批量生产中实时监测的特点:被测量的单一性,而不对线性指标引起重视,线性指标对设备的(检验)工作质量仍具有很大影响,评定方法可由供需双方根据实际情况在技术协议中确定。
注:确定的评定方法与规范的线性评定测量程序相比,往往要简单得多。
5.3分辨力
无论采用何种评定方法对设备进行评定(主要是新设备验收),评定之前,首先要确认设备分辨力是否满足要求。针对不同的评定方法,为了可靠地检出和读出测量值,对分辨力RE的要求见表2。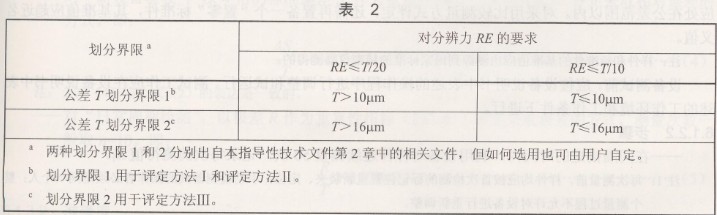
5.4 参考值(reference value)
5.4.1 工作标准器的测量不确定度
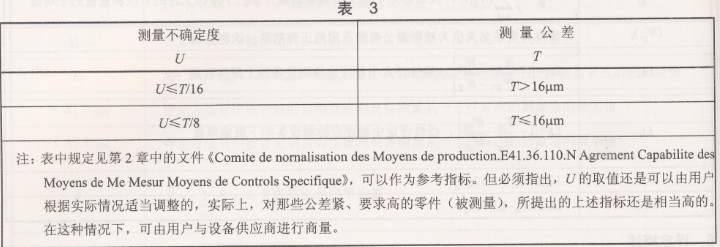
参考值是样本的被测量经可溯源的工作标准器获取的精确测得值,是设备评定过程的一个重要环节。为了确保评价结果的可靠,无论采用何种评定方法对设备进行评定,评定之前,首先要确认用于获取参考值的工作标准器的测量不确定度U是否能满足要求。U与被测量公差T有关,具体规定见表3。
5.4.2过程说明
在可能的情况下,求取参考值的测量程序与设备所执行的应尽量一致(包括零件的定位、测量点的位置、数据处理模式等),以减少作为工作标准器的精密仪器与被评定的设备在工作程序上的不同、被测零件(即使是“置零标准件”也一样)的误差所带来的影响。
5.5温度补偿系统的评定
对附有温度补偿系统来借以提高测量结果准确性的设备。由于受条件的限制,对温度补偿系统的运行测试和调整、以及对补偿效果的评价,一般都在设备制造厂预验收阶段进行,用户不再将其作为终验收的一项内容。但用户可在供需双方的技术协议中确定补偿效果的具体要求。
6 评定方法
6.1 评定方法I
通常在对某一台(种)设备进行评定时,用户可根据实际情况对下述评定方法进行修改来满足其要求。
6.1.1 概述
评定方法I主要是对设备的重复性和准确度两项指标进行评定。
注:在实施评定方法I时,采取不同的数据处理方法和指标的表述形式,主要取决于供需双方的习惯和意愿。
6.1.2测量能力指数(Cg,Cgk)
6.1.2.1准备
无论采用比较测量方式还是绝对测量方式对设备进行评定,首先均需置备一个样件,其基准值Xni应处在公差范围以内。对采用比较测量方式评定,还需再置备一个“置零”标准件,其基准值应趋近名义值。
注:样件和标准件的基准值应由溯源到国家标准的精密仪器测得的。
设备测试前,应按设备说明书中表述的操作程序进行调整和试运行。测试工作应在设备说明书中表述的工作环境和工作条件下进行。
6.1.2.2步骤
——在间隔很短的时间内,利用设备对样件连续测量50次,记录每次的测得值x。
注1:每次测量前,样件均应按首次检测的标记位置重新装夹、定位;手动检测器具的操作者必须是同一个人;整个测量过程不允许对设备进行重新调整。
注2:若连续测量10次后,得到的标准偏差未显示显著变化,一般可将测量次数n=50次修改为按n=20次执行或由供需双方根据检测的实际情况协商确定。
注3:对不需装夹的小型零件(如:轴承滚动体、活塞销、喷油咀偶件等),在用相对应的自动检测设备(如:动检验机、自动分选机等)进行重复性试验时,必然出现每次的测量位置不一致的现象,从而将零件的,位误差带进了测量结果。为此,可允许被测零件停留在测量工位进行重复测试,不强调“每次测量需重,装夹、定位”的要求。此种处理方式也适用于“评定方法II”和“评定方法III”。
6.1.3重复性和准确度的直接表述
设备评定过程中,若出现重复性很好、但示值误差偏大时,可采用相关分析法分析其系统误差的规律性。部分情况,对示值误差可通过修正/补偿,以达到提高设备准确度的目的。详见附录E。
6.1.3.1重复性
重复性EV可以通过求取标准偏差Sg或极差R的方式来表述。
注:当测量数据呈正态分布时,Sg与R之间有确定的比值,并与测量次数n有关。因此,采用公式(4)和公式(5)对同一台设备进行重复性测试时,得到的结果会有差别。当测量次数n=50时,测量数据统计显示,用公式(4)和公式(5)获得的重复性结果相同。但n=10时,以R作为EV将比以Sg作为EV为小,大约相差20%以上,所作出的评定就会偏宽。极差法是一种常用的传统方法,鉴于这一点,使用时应注意:重复性EV的极限为1um,这表明了在公差T< O.Olmm的情况下,对重复性指标所能提出的最高要求。
——对“新设备验收”,以4倍的标准偏差Sg作为重复性指标(EV=4×Sg),评定采取相对误差的方式。即:
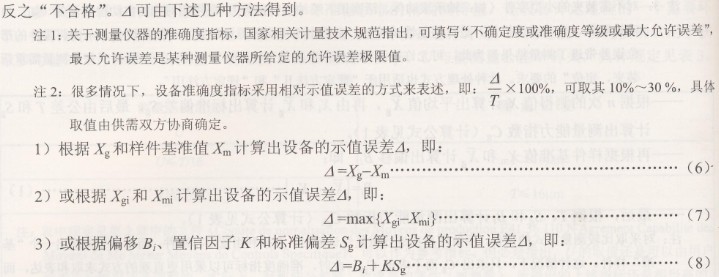
6.1.3.2准确度