6.1.3.3表面质量的影响
由于被测件表面质量的差异,将对被评定设备的重复性和示值误差产生一定的影响。因此,测试过程中所用测件的表面粗糙度Ra≤0.08um时,适用于上述要求(如:6.1.2.1中表述的样件、标准件);当所用测件的表面粗糙度0.8um
注1:由于被测量的特性、公差、检测方式、表面质量等差异,均会对如何合理地确定评价指标产生很大影响。
注2:若所用测件的表面粗糙度Ra> 6.3um时,还可降低设备的重复性和示值误差的要求。
6.1.4说明
设备供需双方可根据具体情况,采用下述的判别标准。
1)采用测量能力指数评定设备的重复性和准确度时,当公差T≤10um,其判定标准均取为Cg≥1.33、Cgk≥1.33。
注:若测量条件较苛刻时(如:小孔、深孔、被测量为形位公差等),其判定标准可放宽到Cg≥l.0. Cgk≥l.0。
2)采用直接表述重复性和准确度时,重复性EV的极限指标为1um。
注:1um表明:在公差T≤10um时,对重复性指标所能提出的最高要求。
3)当公差T≤20um时,若示值误差△≤2um,评定设备的示值误差可认为“通过”。
6.2评定方法II
6.2.1 使用说明
评定方法II通常称为“R&R法”,它具有比较统一的测试程序和评定指标,在评定中是按手动型设备和自动型设备划分。“R&R法”中的评定指标“%R&R”是综合反映了设备的重复性和再现性,而再现性主要是针对手动型设备通过改变操作者来进行分析的。对于设备的校准样件表面质量与被测工件之
间存在较大差异或由同一机床加工的材料不同、尺寸却相同的工件等,“R&R法”对在线生产质量监控具有非常重要的作用。
注1:手动型设备中也包括需人工装卸工件的半自动型设备。
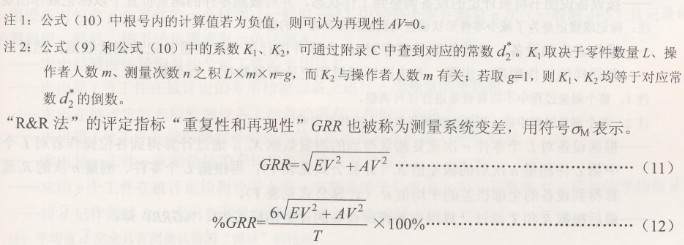
注2:重复性EV也被称为设备变差(Equipment Variation),用符号£表示;再现性AV也被称为评价人变差(Appraiser Variation),用符号£表示,“评价人”为直译,即观测者或操作者。
注3:实际生产线的测量过程中,影响测量结果的因素随时都可能会发生变化,而操作者是检测条件中影响测量结果的一个重要因素。
6.2.2手动型设备中的应用
6.2.2.1 “R&R法”的基本表述形式
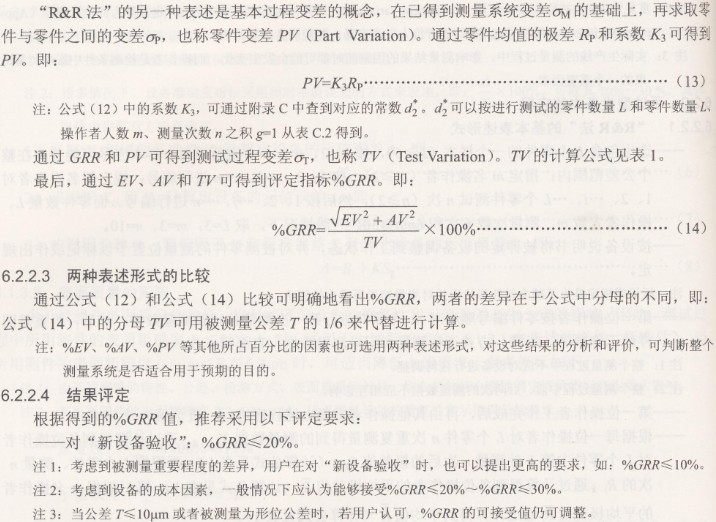
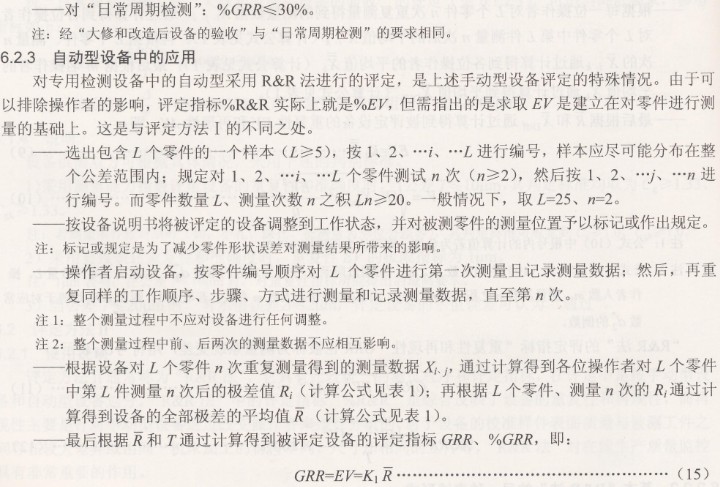
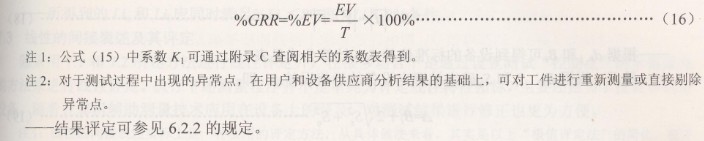
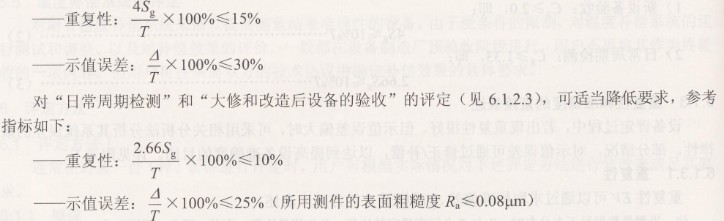
6.2.2.2基本“R&R法”的另一种表述形式