JB/T 10631-2006 针规
5.4外观
5.4.1工作面
针规的工作面上不得有划伤、毛刺和锈斑等缺陷。
5.4.2端部
针规的一端或两端,距端面Imm内可采用适当宽度和角度的倒角。
5.5表面粗糙度
针规工作面的表面粗糙度R。值不应大于0.1um。
5.6准确度
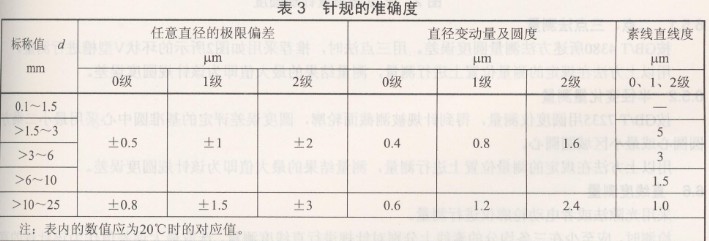
对应于标称值任意截面的直径尺寸偏差应符合表3的要求。圆度、直径变动量及圆柱面素线直线度误差应不大于表3的数值。
6试验方法
6.1测量位置
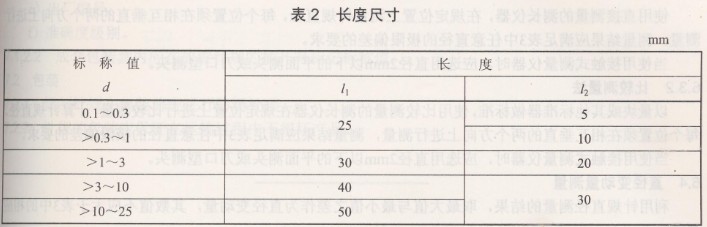
6.1.1无柄型针规的测量位置为距针规两端2mm处(扣除倒角)及中间三个位置。
6.1.2工作长度小于等于10mm的带柄型针规的测量位置为距针规端部2mm处(扣除倒角)。
6.1.3工作长度大于10mm至20mm的带柄型针规的测量位置为距针规端部2mm处(扣除倒角)及距根部5mm处两个位置。
6.1.4工作长度大于20mm的带柄型针规的测量位置为距针规端部2mm处(扣除倒角)、中间及距根部5mm处三个位置。
6.2测量标准器(组)选择
按照GB/T 18779.1的规定考虑测量不确定度的影响。
6.3直径测量
6.3.1 直接测量法
使用直接测量的测长仪器,在规定位置上测量针规直径,每个位置须在相互垂直的两个方向上进行测量,测量结果应满足表3中任意直径的极限偏差的要求。
当使用接触式测量仪器时,应选用直径2mm以下的平面测头或刀口型测头。
6.3.2 比较测量法
以量块或其他标准器做标准,使用比较测量的测长仪器在规定位置上进行比较测量,计算针规直径。每个位置须在相互垂直的两个方向上进行测量,测量结果应满足表3中任意直径的极限偏差的要求。
当使用接触式测量仪器时,应选用直径2mm以下的平面测头或刀口型测头。
6.4直径变动量测量
利用针规直径测量的结果,取最大值与最小值之差作为直径变动量,其数值不应大于表3中的相应要求。
6.5圆度测量
6.5.1 二点、三点法测量
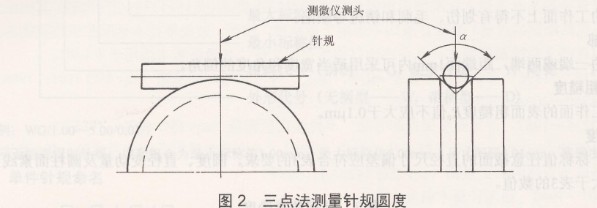
按GB/T 4380所述方法测量圆度误差。用三点法时,推荐采用如图2所示的环状V型槽进行测量。
用以上方法在规定的测量位置上进行测量,测量结果的最大值即为该针规圆度误差。
6.5.2半径变化量测量
按GB/T 7235用圆度仪测量,得到针规被测截面轮廓,圆度误差评定的基准圆中心采用最小二乘方圆圆心或最小区域圆圆心。
用以上方法在规定的测量位置上进行测量,测量结果的最大值即为该针规圆度误差。
6.6直线度测量
采用光隙法或者电动轮廓仪进行测量。
检测时,应至少在三条均分的素线上分别对针规进行直线度测量,选取最大误差值作为该针规的直线度误差。
7标志和包装
7.1 标志
7.1.1标称值标记
每件针规都应有标称值的永久性清晰标记。无法在针规上标记的,须加配独立包装,并在包装上标记。
7.1.2包装标志
7.1.2.1 针规的包装上应标记:
a)产品名称和型号;
b)本标准号;
c)制造厂名或注册商标;
d)非钢制针规的线膨胀系数;
e)出厂编号;
f)准确度级别。
7.1.2.2成套包装盒内应在放置针规的插孔旁标记标称值。
7.2包装
7.2.1钢制针规在包装前应进行防锈处理。
72.2针规的包装应保证在运输过程中不损坏产品。
---------在线购买针规: 可立德——全球量具量仪网购首选品牌。